- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Millised on kesta vormimise protsessi tööetapid?
Kestavormi valamine on valumeetod õhukese kestaga valandite valmistamiseks, samuti sobib see ideaalselt keskmise kuni suure mahuga tootmiseks. Sarnaselt liivavaluga valatakse sulametalli sisse kasutatav vorm. Kestavalu leiutas sakslane J. Cronin aastal 1943. Seda kasutati esmakordselt Saksamaal 1944. aastal ja teistes riikides hakati seda kasutama pärast 1947. aastat.
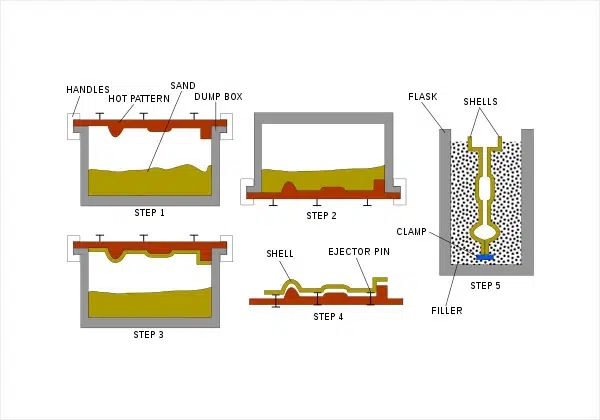
Millised on kesta vormimise protsessi tööetapid?
Temperatuurini 180–280 º kuumutatud metallšablooni katmiseks kasutatakse teatud tüüpi kuumkõvastuvat vormiliiva (fenoolvaiguga kaetud liiv), et see kõvastuks õhukeseks kestaks (kesta paksus on tavaliselt 6–12 mm) ja seejärel kesta kuumutatakse ja tahkutakse piisava tugevuse ja jäikuse saavutamiseks. Seetõttu saab ülemise ja alumise kesta kinnitada klambritega või siduda vaiguga ning vormi saab moodustada ilma liivakastita. Valumetalli malli kuumutustemperatuur on umbes 300 ja vormimisliiva kasutatakse vaiguliiva, ehk vaiguliiv, mille sideaineks on fenoolvaiku. Samamoodi saab ülaltoodud meetodil teha südamikust õhukese kesta ja õhukese kesta vormi valmistamiseks kasutatakse tavaliselt kallutatava kopa meetodit. Puhumismeetodit kasutatakse tavaliselt õhukese kestasüdamiku valmistamisel.
Toimetanud Santos Wang ettevõttest Ningbo Zhiye Mechanical Components.,Ltd.
E-post: santos@zy-casting.com
Tel:86-18958238181